Legirani čelik znatno je jači od običnog ugljičnog čelika. Ovisno o stupnju i uvjetima toplinske obrade, vlačna čvrstoća legiranog čelika kreće se od 600 MPa do preko 1900 MPa , s granicama razvlačenja od oko 415 MPa do 1600 MPa ili više. Kada se proizvode kao otkivci od legiranog čelika, te su vrijednosti dodatno poboljšane profinjenošću zrna i usmjerenom strukturom vlakana koje stvara proces kovanja — obično pruža 10–30% bolju čvrstoću na zamor u usporedbi s istom legurom u lijevanom ili valjanom obliku.
Riječ "legirani čelik" pokriva široku obitelj čelika. Ono što ih ujedinjuje je namjerno dodavanje legirajućih elemenata - kroma, molibdena, nikla, vanadija, mangana, silicija ili njihovih kombinacija - na razinama iznad onih koje sadrži standardni ugljični čelik. Svaki dodatak služi određenoj svrsi: krom povećava očvrsljivost i otpornost na koroziju, molibden poboljšava čvrstoću na visokim temperaturama i sprječava krtost pri toplini, nikal povećava žilavost na niskim temperaturama, a vanadij pročišćava veličinu zrna dok povećava otpornost na trošenje. Kombinirani učinak je materijal koji nadmašuje ugljični čelik u gotovo svim mehaničkim kategorijama, po cijenu više cijene sirovina i zahtjevnijih zahtjeva toplinske obrade.
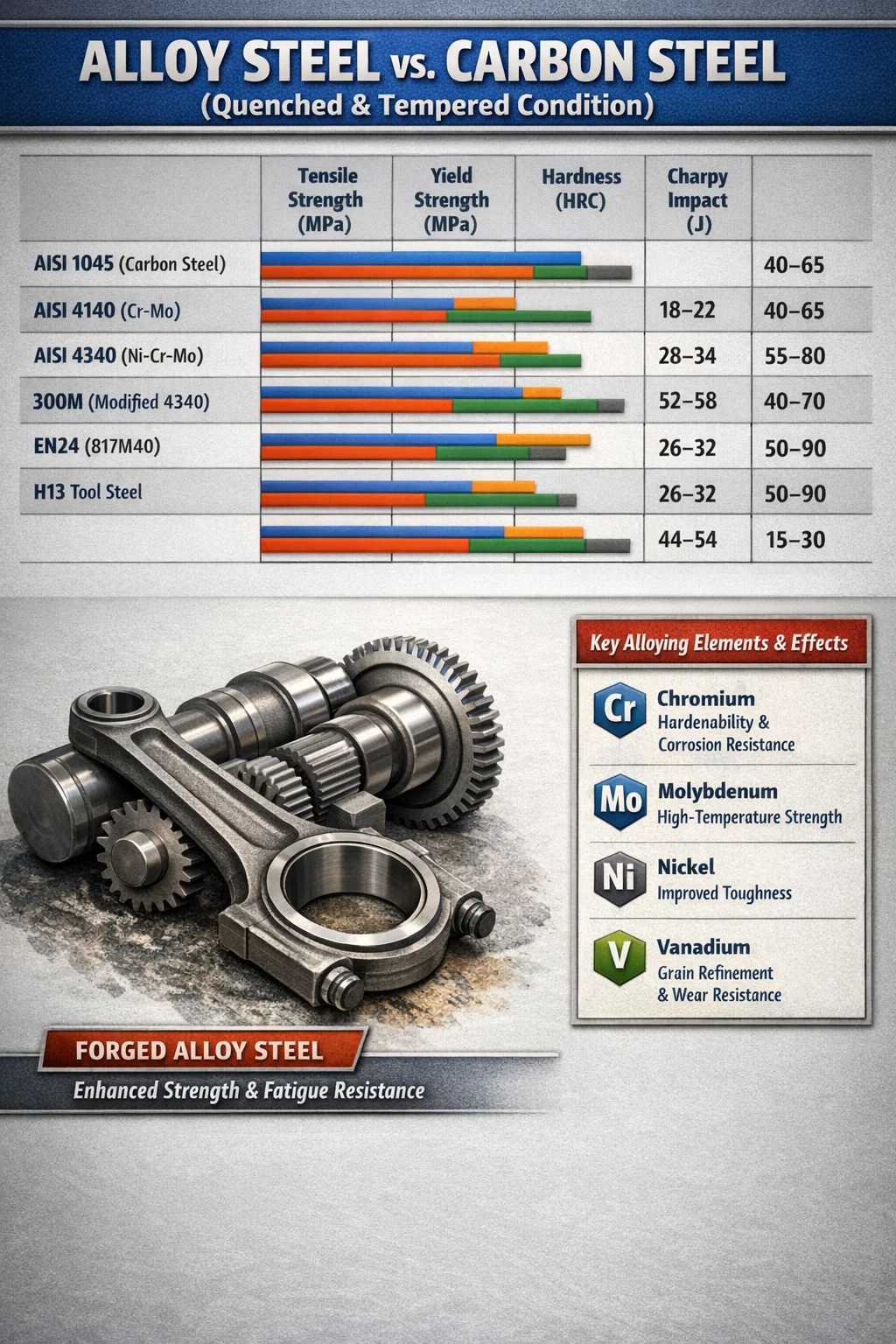
Brojevi čvrstoće legiranog čelika: Što podaci zapravo pokazuju
Podaci o mehaničkim svojstvima za legirane čelike znatno variraju ovisno o stupnju, veličini presjeka i uvjetima toplinske obrade. Tablica u nastavku uspoređuje nekoliko naširoko korištenih vrsta legiranih čelika u njihovim tipičnim uvjetima toplinske obrade uz referentni ugljični čelik za kontekst.
| Ocjena | Vlačna čvrstoća (MPa) | Granica razvlačenja (MPa) | Tvrdoća (HRC) | Charpyjev udar (J) |
|---|---|---|---|---|
| AISI 1045 (ugljični čelik, Q&T) | 570–700 (prikaz, stručni). (prikaz, stručni). | 380–520 (prikaz, stručni). (prikaz, stručni). | 18–22 (prikaz, ostalo). | 40–65 (prikaz, stručni). |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 (prikaz, stručni). | 655–965 (prikaz, stručni). | 28–34 (prikaz, ostalo). | 55–80 (prikaz, stručni). |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 (prikaz, stručni). (prikaz, stručni). | 980–1380 (prikaz, stručni). (prikaz, stručni). | 35–44 (prikaz, stručni). | 40–70 (prikaz, stručni). |
| 300M (modificirano 4340) | 1930–2000 | 1585–1655 | 52–58 (prikaz, ostalo). | 34–54 (prikaz, stručni). |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 (prikaz, stručni). | 700–850 (prikaz, stručni). | 26–32 (prikaz, stručni). | 50–90 (prikaz, stručni). |
| H13 alatni čelik (vrući rad) | 1200–1600 | 1000–1380 (prikaz, stručni). | 44–54 (prikaz, stručni). | 15–30 (prikaz, stručni). |
Ove brojke odnose se na standardne šipke ili presjeke otkova ispod 100 mm. Veći presjeci pokazat će niža svojstva jer sposobnost kaljenja ograničava ujednačenost mikrostrukture koja se razvija kroz debeli materijal — čimbenik koji je posebno izražen kod ugljičnog čelika i manje ozbiljan kod visokolegiranih razreda poput 4340.
Zašto? Otkovci od legiranog čelika Jači su od lijevanog ili valjanog legiranog čelika
Proces kovanja čini nešto što ni lijevanje ni valjanje ne ponavljaju u potpunosti: tjera čelik kroz kontroliranu plastičnu deformaciju dok je vruć, što zatvara unutarnju poroznost, pročišćava veličinu zrna i stvara kontinuirani tok zrna koji prati geometriju gotovog dijela. U otkovcima od legiranog čelika, ova kombinacija proizvodi mehanička svojstva koja nadilaze ona koja ista legura postiže u drugim oblicima proizvoda.
Praktična razlika je mjerljiva. Objavljene usporedbe između kovanog i lijevanog čelika od legure 4340 pokazuju da kovana verzija obično postiže:
- 20–30% veća čvrstoća na zamor pod cikličkim opterećenjem
- 15–25% bolja otpornost na udar (Charpy apsorbirana energija)
- Poboljšana duktilnost i smanjenje površine kod ispitivanja rastezanja
- Veća dosljednost između ispitnih komada uzetih s različitih mjesta unutar istog dijela
Prednost protoka zrna posebno je značajna za komponente pod izmjeničnim ili udarnim opterećenjem. Klipnjača ili radilica od kovanog legiranog čelika ima neprekinuti protok zrna kroz polumjere ugla — točno tamo gdje nastaju pukotine nastale zamorom. Lijevani ekvivalent ima nasumičnu orijentaciju zrna na tim kritičnim mjestima, zbog čega automobilski i zrakoplovni inženjeri specificiraju otkivke od legiranog čelika, a ne odljevke za primjene u visokom ciklusu zamora.
Zatvoreni kalupi za otkovke od legiranog čelika dosljedno zadovoljavaju ili premašuju minimume mehaničkih svojstava navedenih u standardima ASTM A668, EN 10250 i AMS, dok odljevci nominalno identičnog sastava često zahtijevaju smanjenje stupnja ili prilagodbu faktora sigurnosti kako bi ostali unutar projektnih ograničenja.
Uloga legirajućih elemenata u čvrstoći legiranog čelika
Svaki legirajući element u čeliku utječe na čvrstoću kroz različite metalurške mehanizme. Razumijevanje ovih mehanizama objašnjava zašto se određene kombinacije legura koriste za specifične ciljeve čvrstoće.
Krom (Cr)
Krom se dodaje legiranim čelicima u koncentracijama u rasponu od 0,5% do 18% (gornji raspon je područje nehrđajućeg čelika). U konstrukcijskim i legiranim čelicima za kovanje, 0,5–1,5% kroma značajno povećava kaljivost — što znači da se čelik može očvrsnuti u većim veličinama presjeka nakon kaljenja. Također stvara stabilne karbide koji poboljšavaju otpornost na trošenje i podižu otpornost čelika na kaljenje, što je kritično kada će se kovanje kaliti na višim temperaturama kako bi se zadovoljili zahtjevi žilavosti bez gubitka previše čvrstoće.
Molibden (Mo)
Molibden je jedno od najučinkovitijih sredstava za otvrdnjavanje po dodanoj jedinici težine. Čak i 0,15–0,30% Mo proizvodi značajan pomak u dijagramu TTT (vrijeme-temperatura-transformacija), dopuštajući sporije stope hlađenja da se još uvijek postigne potpuna martenzitna transformacija u velikim otkovcima od legiranog čelika. Molibden također suzbija kaljenu krtost - oblik slabljenja granica zrna koji utječe na Ni-Cr čelike kaljene u rasponu od 375 do 575°C - čineći Mo-ležajeve kvalitete kao što su 4140 i 4340 pouzdanijima za primjene teških presjeka.
Nikal (Ni)
Nikal povećava žilavost u širokom rasponu temperatura, uključujući temperature ispod ništice gdje većina ugljičnih i niželegiranih čelika postaje krta. Prijelaz iz duktilnog u krti lom (DBTT) za čelik s 9% nikla može se gurnuti ispod -196°C, zbog čega su čelici od legure nikla specificirani za kriogene tlačne posude i LNG skladišta. Na razini od 1,8% Ni koja se nalazi u 4340, primarna prednost je poboljšana žilavost loma bez žrtvovanja granice razvlačenja — kombinacija koja čini otkivke od legiranog čelika 4340 standardnim izborom za stajne trapove zrakoplova, ubojna sredstva i komponente pogona visokih performansi.
Vanadij (V)
Vanadij je snažan pročišćivač zrna i formirač karbida. U koncentracijama niskim od 0,05–0,15%, učvršćuje granice austenitnih zrna tijekom zagrijavanja, stvarajući sitnije zrno nakon toplinske obrade. Finija zrna znače veću granicu tečenja (Hall-Petch odnos) i poboljšanu žilavost istovremeno — rijetka kombinacija. Vanadij je središnji u dizajnu mikrolegiranih čelika za kovanje (kao što je 38MnVS6) gdje osigurava taložno otvrdnjavanje tijekom kontroliranog hlađenja, omogućujući leguri da zadovolji zahtjeve čvrstoće bez zasebnog ciklusa kaljenja i popuštanja.
mangan (Mn)
Mangan je prisutan u svim legiranim čelicima, ali je povišen iznad osnovne vrijednosti ugljičnog čelika (obično 0,6–1,8% Mn u vrstama legura) kako bi se povećala prokaljivost i vlačna čvrstoća kroz ojačavanje čvrstom otopinom. Također se spaja sa sumporom i stvara MnS inkluzije, što je korisno za obradivost. Vrlo visoke razine mangana (iznad 12%) stvaraju austenitne čelike koji se vrlo brzo stvrdnjavaju — potpuno drugačiji profil svojstava koji se koristi u trošnim pločama i dijelovima drobilica umjesto preciznih otkovaka od legiranog čelika.
Kako toplinska obrada određuje konačnu čvrstoću u otkovcima od legiranog čelika
Iskovano stanje rijetko je konačno stanje za otkivke od legiranog čelika koji se koriste u konstrukcijskim uslugama. Toplinska obrada nakon kovanja kontrolira konačnu mikrostrukturu — a time i ravnotežu između čvrstoće, tvrdoće i žilavosti. Isto kovanje 4140 može se isporučiti s vlačnom čvrstoćom u rasponu od 700 MPa (žareno) do preko 1400 MPa (kaljeno i kaljeno na niskoj temperaturi), u potpunosti ovisno o navedenoj toplinskoj obradi nakon kovanja.
Kaljenje i temperiranje (Q&T)
Ovo je najčešća toplinska obrada otkivaka od legiranog čelika. Otkovak se austenitizira (obično na 830–870°C za 4140, 800–845°C za 4340), kali u ulju ili vodi da se dobije martenzit, zatim temperira na kontroliranoj temperaturi između 150°C i 650°C. Temperatura kaljenja je primarna varijabla koja kontrolira konačnu čvrstoću: kaljenje na 200°C daje maksimalnu tvrdoću, ali slabu udarnu žilavost; kaljenje na 600°C žrtvuje nešto čvrstoće, ali daje izvrsnu žilavost. Otkovak 4340 kaljen na 315°C postiže približno 1650 MPa vlačne čvrstoće; isto kovanje kaljeno na 595°C pada na oko 1000 MPa, ali daje vrijednosti udarne energije više od tri puta veće.
Normalizirajte i temperirajte
Normaliziranje - hlađenje zrakom od temperature austenitizacije umjesto kaljenja - proizvodi perlitnu ili bainitnu mikrostrukturu s nižom čvrstoćom od Q&T, ali s ujednačenijim svojstvima u velikim poprečnim presjecima. Za vrlo velike otkivke od legiranog čelika kao što su turbinske osovine ili prirubnice tlačnih posuda gdje je kaljenje fizički nemoguće, normalizacija i kaljenje je standardna toplinska obrada, postizanje vlačne čvrstoće u rasponu od 700–900 MPa za stupnjeve poput 4140 u teškim presjecima.
Precipitacijsko otvrdnjavanje i starenje
Određeni legirani čelici — posebice martenzitni čelici i nehrđajući čelici koji otvrdnjavaju taloženjem — postižu svoju izvanrednu čvrstoću ne stvaranjem martenzita, već taloženjem finih intermetalnih spojeva tijekom tretmana kontroliranog starenja na 480–510°C. Otkivci od legiranog čelika martenzitom 350 mogu doseći čvrstoću razvlačenja od 2400 MPa kroz ovaj mehanizam, što ostaje najveći raspon čvrstoće koji se može postići u bilo kojem čeličnom proizvodu proizvedenom u komercijalnoj mjeri i korištenom u konstrukcijskim primjenama.
Čvrstoća legiranog čelika u odnosu na druge materijale: izravne usporedbe
Stavljanje čvrstoće legiranog čelika u kontekst s drugim konstrukcijskim materijalima pomaže objasniti zašto ostaje dominantan izbor u zahtjevnim primjenama kovanja unatoč dostupnosti legura titana, aluminijskih legura i naprednih kompozita.
| Materijal | Vlačna čvrstoća (MPa) | Granica razvlačenja (MPa) | Gustoća (g/cm³) | Specifična čvrstoća (MPa·cm³/g) |
|---|---|---|---|---|
| Legirani čelik 4340 (Q&T) | 1100–1450 (prikaz, stručni). (prikaz, stručni). | 980–1380 (prikaz, stručni). (prikaz, stručni). | 7.85 | 140–185 (prikaz, stručni). |
| Ugljični čelik 1045 (Q&T) | 570–700 (prikaz, stručni). (prikaz, stručni). | 380–520 (prikaz, stručni). (prikaz, stručni). | 7.85 | 73–89 (prikaz, stručni). |
| Titan Ti-6Al-4V (kovano) | 930–1170 (prikaz, stručni). | 880–1100 (prikaz, stručni). | 4.43 | 210–264 (prikaz, stručni). |
| Aluminij 7075-T6 (kovan) | 500–570 (prikaz, stručni). | 430–500 (prikaz, stručni). | 2.81 | 178–203 (prikaz, stručni). |
| Sivi lijev | 170–250 (prikaz, stručni). | N/A (krhko) | 7.20 | 24–35 (prikaz, stručni). |
Na osnovi apsolutne čvrstoće, otkivci od legiranog čelika konkurentni su titanu i daleko nadmašuju aluminij i lijevano željezo. Na bazi specifične čvrstoće (čvrstoća po jedinici težine), titan i aluminij visoke čvrstoće nadmašuju legirani čelik, zbog čega se u dizajnu zrakoplova koristi titan gdje je težina primarni pokretač. međutim, otkovci od legiranog čelika nude prednost u pogledu cijene po jedinici čvrstoće koju titan ne može mjeriti u mjerilu , a njihov viši modul elastičnosti (200 GPa naspram 114 GPa za titan) znači manje deformacije pod opterećenjem — kritično za precizne strojeve, zupčanike i bilo koju primjenu gdje je dimenzijska stabilnost pod stresom važna.
Učinci veličine presjeka na čvrstoću kovanja legiranog čelika
Jedan od praktičnih najvažnijih i nedovoljno cijenjenih aspekata čvrstoće legiranog čelika je kako se smanjuje s povećanjem veličine presjeka. Prokaljivost — sposobnost čelika da se očvrsne do punog martenzita u cijelom svom poprečnom presjeku — određuje koliki je dio teorijske maksimalne čvrstoće zapravo moguće postići u stvarnoj komponenti.
Ugljični čelik 1045 ima vrlo ograničenu prokaljivost. U šipki promjera 25 mm, kaljenje u vodi proizvodi gotovo potpuno martenzitnu mikrostrukturu i blizu maksimalne čvrstoće. U šipki promjera 100 mm, jezgra se presporo hladi da bi se transformirala u martenzit, ostajući kao grubi perlit s vlačnom čvrstoćom 30-40% nižom od površine. Do promjera od 200 mm čak i površina šipke od 1045 može biti nepotpuno očvrsnuta.
4140 legirani čelik sa svojim dodacima kroma i molibdena održava znatno bolju kaljivost. Stvrdnjavanje do ravnomjernog martenzita je moguće postići do promjera od približno 75 mm u uljnom kaljenju. 4340, sa svojim dodanim sadržajem nikla, produžuje to na 100 mm ili više u uljnom kaljenju. Za otkivke od legiranog čelika iznad 200 mm u kritičnom poprečnom presjeku, kvalitete posebno dizajnirane za velike presjeke — kao što su 26NiCrMoV14-5 ili 34CrNiMo6 — potrebne su kako bi se osiguralo ispunjavanje minimalnih specifikacija granice razvlačenja u cijelom presjeku, a ne samo blizu površine.
To je razlog zašto veliki otkivci od legiranog čelika za rotore turbina, teške radilice ili tlačne posude reaktora koriste različite vrste materijala od manjih komponenti: legiranje mora biti dovoljno da prenese svojstva otvrdnjavanja do središnje crte otkivka koji može biti 500 mm ili više u promjeru.
Čvrstoća na zamor otkivaka od legiranog čelika: stvarnost cikličkog opterećenja
Statička vlačna čvrstoća i granica razvlačenja nisu jedine mjere koje su važne. Većina strukturnih kvarova tijekom rada ne događa se zbog jednog preopterećenja, već zbog zamora — progresivnog rasta pukotina pod opetovanim cikličkim opterećenjima znatno ispod statičke granice popuštanja. Ovdje otkovci od legiranog čelika pokazuju prednosti koje jednostavni brojevi vlačne čvrstoće ne obuhvaćaju.
Čvrstoća na zamor (amplituda naprezanja koju materijal može izdržati 10⁷ ciklusa bez loma) slijedi opći odnos s vlačnom čvrstoćom za čelike do približno 1400 MPa na vlak: granica zamora je otprilike 0,45–0,50 puta vlačna čvrstoća. To znači da kovanje od legiranog čelika 4140 s vlačnom čvrstoćom od 1000 MPa ima granicu izdržljivosti od približno 450–500 MPa — otprilike dvostruko više od otkovka od ugljičnog čelika 1045 pri vlačnoj čvrstoći od 600 MPa.
Iznad 1400 MPa vlačne čvrstoće, ovaj jednostavan omjer se razgrađuje. Otkivci od legiranog čelika visoke čvrstoće postaju sve osjetljiviji na površinsku obradu, zaostala naprezanja i mikrostrukturnu čistoću. 4340 kovanje pri 1600 MPa sa strojno obrađenom površinom ima mnogo nižu stvarnu granicu zamora od poliranog uzorka, jer površinske ogrebotine djeluju kao koncentratori naprezanja. To je razlog zašto se visokoučinkoviti otkivci od legiranog čelika za zrakoplovstvo i moto sport nakon strojne obrade sačmare - sloj zaostalog tlačnog naprezanja izazvan sačmarenjem može povećati vijek trajanja za faktor 2-4 pod reprezentativnim uvjetima opterećenja.
Kombinacija kontrolirane prakse kovanja, toplinske obrade finog zrna i površinskog glačanja može povećati efektivnu čvrstoću na zamor kovanja od legure čelika 4340 na 700–800 MPa — vrijednost koja daje prednost automobilskoj i zrakoplovnoj industriji kovanim komponentama u odnosu na strojno obrađenu gredicu, gdje je protok zrna proizvoljan i nedostaju površinski kompresijski slojevi.
Ključni stupnjevi kovanja legiranog čelika i njihovi profili čvrstoće
Razumijevanje praktične ovojnice čvrstoće najčešće specificiranih vrsta kovanja legiranog čelika daje inženjerima radnu referencu za početni odabir materijala.
AISI 4140: Radni konj opće namjene
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) najrašireniji je tip legiranog čelika za kovanje u općoj industriji te primjeni nafte i plina. U Q&T stanju, daje vlačnu čvrstoću od 900-1100 MPa uz odgovarajuću žilavost za većinu mehaničkih primjena. To je zadani materijal za prstenove svrdla, spojeve alata, spojne čahure, prirubnice i osovine srednjeg opterećenja. Njegova izvrsna obradivost u prethodno otvrdnutom stanju (28–34 HRC) čini ga praktičnim za trgovine koje nemaju mogućnost toplinske obrade nakon strojne obrade.
AISI 4340: Strukturalne primjene visoke čvrstoće
4340 (0,38–0,43% C, 1,65–2,00% Ni, 0,70–0,90% Cr, 0,20–0,30% Mo) zauzima korak iznad 4140 u čvrstoći i žilavosti. Dodatak nikla ključna je razlika: proširuje očvrsljivost na veće dijelove i dramatično poboljšava žilavost na niskim temperaturama. Otkovci od legiranog čelika 4340 standardni su materijal za stajni trap zrakoplova (obično pri vlačnoj čvrstoći od 1930 MPa po MIL-S-5000), koljenasta vratila za teške uvjete rada u velikim dizelskim motorima i osovinska vratila visokih performansi. Njegova duboka prokaljivost čini ga minimalno prihvatljivim stupnjem za kovane dijelove iznad 75 mm poprečnog presjeka gdje su potrebna puna mehanička svojstva.
300M: Aerospace Ultra-High Strength
300M je u biti 4340 modificiran s 1,45–1,80% silicija i 0,05–0,10% vanadija. Dodatak silicija usporava omekšavanje martenzita tijekom kaljenja, dopuštajući čeliku da postigne vlačnu čvrstoću iznad 1930 MPa dok održava vrijednosti žilavosti loma iznad 60 MPa√m — kombinacija koju 4340 ne može postići na istoj razini čvrstoće. Gotovo svaka osovina stajnog trapa komercijalnih i vojnih zrakoplova proizvedena od 1960-ih bila je 300M okov od legiranog čelika. Njegove karakteristike zamora i žilavosti loma u toj primjeni kritičnoj za sigurnost učinile su ga gotovo nezamjenjivim unatoč desetljećima konkurentskog razvoja materijala.
EN36 i EN39: Legirani čelici za cijepljenje
Ovi nikal-kromni stupnjevi karburizacije koriste se za otkivke od legiranog čelika gdje vrlo tvrda površina otporna na habanje (60–64 HRC) mora koegzistirati s čvrstom jezgrom otpornom na udarce. Nakon kovanja, naugljičenje ili karbonitriranje dodaje ugljik do dubine od 0,5–2,0 mm na površini. Rezultat je komponenta koja apsorbira udarna opterećenja kroz čvrstu jezgru dok se odupire kontaktnom zamoru i trošenju na površini — točna kombinacija koju zahtijevaju zupčanici za teške uvjete rada, bregaste osovine i osovine s klinovima u prijenosu snage i rudarskoj opremi.
H13 i H11: Otkovci od alatnog čelika za vrući rad
H13 (5% Cr, 1,5% Mo, 1% V) je globalni standard za alate za vruće radove. Kada se proizvodi kao materijal za kovanje, a ne kao šipka, H13 ima koristi od iste prednosti protoka zrna i gustoće kao što je opisano za konstrukcijske legirane čelike. Kovani H13 umeci za kalupe za aluminijsko tlačno lijevanje postižu radni vijek 20–40% dulji od alternativa strojno obrađenih od šipke u dokumentiranim usporedbama proizvodnje, jednostavno zato što kovanje zatvara mikroporoznost i povoljnije usklađuje distribuciju karbida. Tvrdoća H13 tijekom rada obično je 44–50 HRC, što daje čvrstoću razvlačenja na pritisak iznad 1600 MPa na sobnoj temperaturi, održava se iznad 600 MPa na 600°C.
Ispitivanje i provjera čvrstoće kovanja legiranog čelika
Tvrdnje o čvrstoći za otkivke od legiranog čelika ne prihvaćaju se samo na temelju certifikata materijala u većini kritičnih primjena. Fizičko testiranje ispitnih kupona uzetih iz proizvodnih otkivaka — ili iz reprezentativnih produžetaka pričvršćenih na okovak — zahtijeva većina standarda nabave.
Standardni kvalifikacijski testovi za otkivke od legiranog čelika uključuju:
- Vlačno ispitivanje na sobnoj temperaturi: Mjeri krajnju vlačnu čvrstoću, 0,2% otpora (popuštanja), % istezanja i smanjenje površine %. Ove četiri vrijednosti u potpunosti karakteriziraju statički mehanički odgovor.
- Charpy V-zarez na udaru: Provedeno na određenoj temperaturi (često 0°C, -20°C ili -40°C ovisno o primjeni), ovo mjeri apsorbiranu energiju u Joulesima i potvrđuje da materijal ne radi u svojoj krtoj prijelaznoj zoni.
- Brinellova ili Rockwellova tvrdoća: Brza, nedestruktivna zamjena za vlačnu čvrstoću (1 HBW ≈ 3,5 MPa vlačna čvrstoća za čelike) koja se koristi za pregled otkovaka prije ispitivanja razaranjem i za provjeru ujednačenosti toplinske obrade u šarži.
- Ultrazvučno ispitivanje (UT): Volumetrijski pregled za otkrivanje unutarnjih nedostataka koji bi smanjili efektivni poprečni presjek za nošenje tereta. Razine prihvatljivosti prema ASTM A388 ili EN 10228-3 definiraju najveću dopuštenu veličinu indikacije.
- Žilavost loma (K₁c): Potreban za otkivke od legiranog čelika u zrakoplovstvu i nuklearnoj industriji. Mjeri faktor intenziteta naprezanja pri kojem će se pukotina nestabilno širiti, izražen u MPa√m. 4340 pri 1380 MPa vlačna čvrstoća obično postiže K₁c od 50–60 MPa√m; 300M na istoj razini čvrstoće postiže 65–80 MPa√m zbog modifikacije silicija.
U primjenama za naftu i plin koje regulira NACE MR0175, ispitivanje tvrdoće nije samo provjera kvalitete — to je sigurnosna provjera, budući da je svako kovanje od legiranog čelika koje prelazi 22 HRC (približno 760 MPa rastezljivo) zabranjeno u kiselim radnim okruženjima zbog rizika od pucanja uslijed naprezanja sulfida. Ovo je jedan od slučajeva gdje je najveća dopuštena čvrstoća niža od one za koju je materijal sposoban, potaknuta pucanjem u okolišu, a ne ograničenjima mehaničkog opterećenja.
Izvedba čvrstoće u stvarnom svijetu: Otkivci od legiranog čelika u upotrebi
Laboratorijski podaci o mehaničkim svojstvima pokazuju što se može postići otkovcima od legiranog čelika u kontroliranim uvjetima. Ono što se događa u servisu na terenu često govori potpuniju priču o kombinaciji čvrstoće, otpornosti na zamor i žilavosti koja čini otkivke od legiranog čelika dominantnim izborom u industrijama s velikim zahtjevima.
U pogonskim sklopovima gospodarskih vozila, radilice od kovanog legiranog čelika rutinski akumuliraju 800.000 km ili više rada bez kvarova uslijed zamora kada su proizvedene prema specifikaciji. Ista geometrija koljenastog vratila proizvedena od nodularnog lijevanog željeza — uobičajena zamjena za smanjenje troškova — pokazuje kvarove zbog zamora kod jedne trećine do jedne polovice kilometraže pod ekvivalentnim uvjetima, zbog čega svaki OEM teški kamion nastavlja specificirati otkivke od legiranog čelika za koljenasta vratila unatoč višoj cijeni materijala.
U sektoru nafte i plina, 4140 otkovci prstena bušotine od legiranog čelika rade pod kombiniranim torzionim, savijanjem i aksijalnim opterećenjima u sklopovima na dnu bušotine, mijenjajući se milijune puta tijekom životnog vijeka bušotine. Dokumentirana stopa kvarova prstena svrdla za pravilno toplinski obrađene otkovke 4140 koji ispunjavaju zahtjeve API Spec 7-1 je izuzetno niska — a većina kvarova koji se dogode povezana je s nepravilnom toplinskom obradom, oštećenjima od korozije ili oštećenjima pri rukovanju, a ne inherentnim slabostima materijala.
U sektoru proizvodnje električne energije, veliki otkovci rotora od niskolegiranog čelika za parne turbine — obično 25-100 tona — pokazali su životni vijek veći od 40 godina pod kontinuiranim cikličkim toplinskim i mehaničkim opterećenjem u elektranama s osnovnim opterećenjem. Rekord performansi izravna je posljedica stroge kontrole sastava, vakuumskog otplinjavanja i opsežnog mehaničkog testiranja kojima se podvrgavaju veliki otkivci od legiranog čelika prije nego što napuste postrojenje za kovanje. Nijedan drugi proizvodni put za rotore te veličine i težine nije se približio istom rekordu pouzdanosti.