Kovanje čelika je jedan od najstarijih i najpouzdanijih procesa obrade metala u proizvodnji. Kratak odgovor na to koje vrste čelika za kovanje postoje: ugljični čelik, legirani čelik, nehrđajući čelik, alatni čelik i mikrolegirani čelik je pet primarnih kategorija koje se koriste u industrijskom kovanju čelika. Svaki tip ispunjava različite mehaničke i ekološke zahtjeve, a odabir pogrešnog može dovesti do preranog kvara, sigurnosnih opasnosti ili nepotrebnog prekoračenja troškova.
Ova raščlamba detaljno pokriva svaku kategoriju — što ih čini različitima, gdje imaju najbolje rezultate i kako brojke zapravo izgledaju kada usporedite granicu tečenja, tvrdoću i raspon primjene.
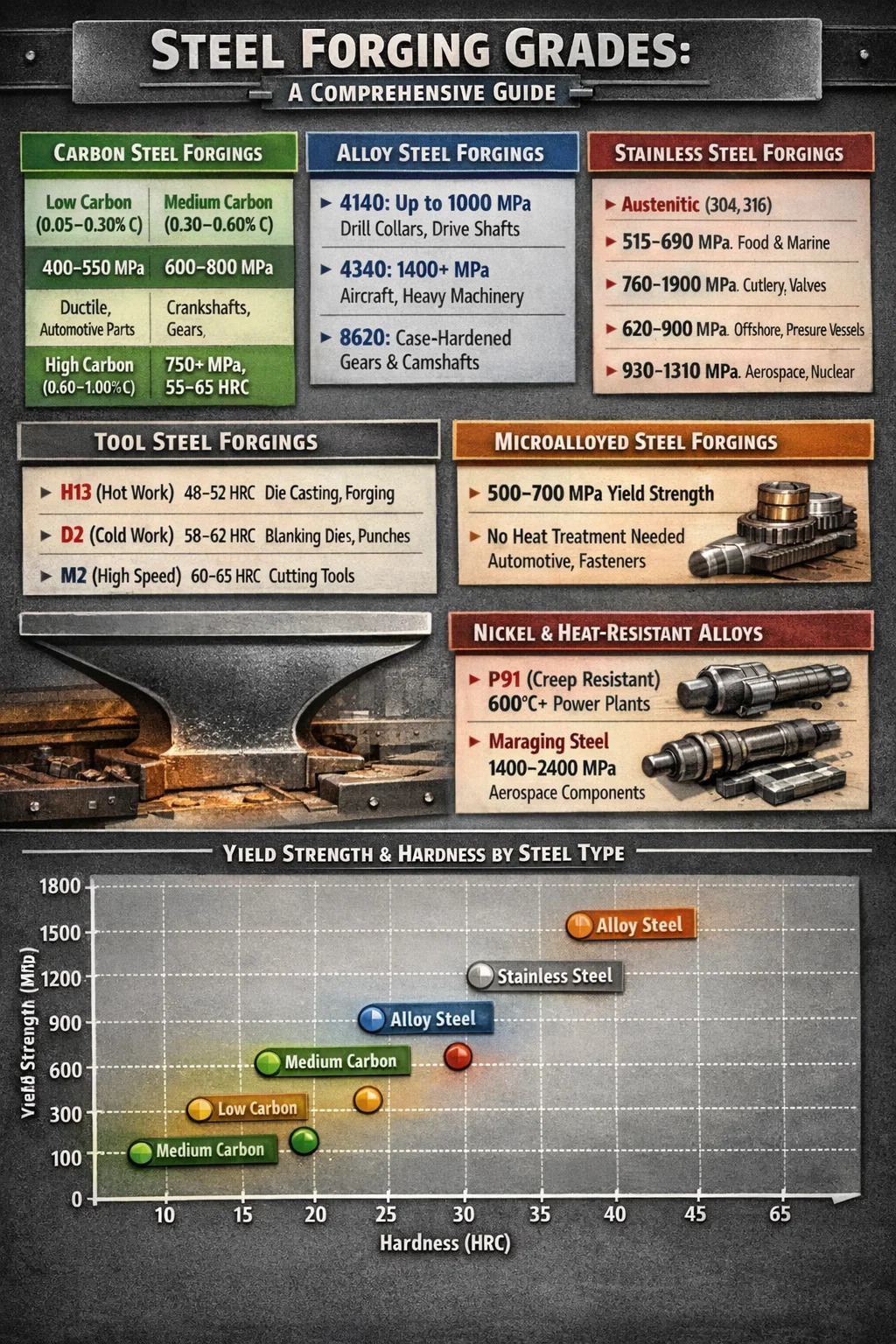
Otkovci od ugljičnog čelika: radni konj u industriji
Ugljični čelik čini većinu ukupne proizvodnje čeličnih kovanja na globalnoj razini. Klasificira se u tri podskupine na temelju sadržaja ugljika, a taj postotak ugljika ima izravan i mjerljiv učinak na čvrstoću, tvrdoću i duktilnost.
Čelik s niskim udjelom ugljika (0,05% – 0,30% C)
Otkovci od čelika s niskim udjelom ugljika vrlo su duktilni i lako se oblikuju. Vlačna čvrstoća obično se kreće od 400 do 550 MPa. Ovi otkovci se obično koriste za strukturne komponente, dijelove karoserije automobila i vijke opće namjene. Ne reagiraju dobro na toplinsku obradu za kaljenje, ali se lako zavaruju i strojno obrađuju.
Srednje ugljični čelik (0,30% – 0,60% C)
Ovo je najrašireniji kovani asortiman. Srednji ugljični stupnjevi kao što su AISI 1040 i AISI 1045 nude snažnu ravnotežu između snage i žilavosti. Toplinska obrada može povećati granicu tečenja iznad 600 MPa. Primjene uključuju radilice, klipnjače, osovine, zupčanike i željezničke komponente. AISI 1045 je nedvojbeno najčešće specificirana klasa otkivaka srednje ugljičnog čelika u općem strojarstvu.
Čelik s visokim sadržajem ugljika (0,60% – 1,00% C)
Otkovci s visokim udjelom ugljika daju vrhunsku tvrdoću i otpornost na trošenje, ali su krtiji i s njima je teže raditi. Koriste se za opruge, alate za rezanje, žičanu užad i čelik za tračnice. Vrijednosti tvrdoće rutinski dosežu 55–65 HRC nakon odgovarajuće toplinske obrade, što ih čini neprikladnima za aplikacije s teškim udarima bez pažljivog razmatranja dizajna.
Otkivci od legiranog čelika: poboljšana izvedba kemijom
Otkovci od legiranog čelika sadrže namjerne dodatke kroma, molibdena, nikla, vanadija ili mangana iznad količina koje se nalaze u ugljičnom čeliku. Ovi dodaci mijenjaju očvrsljivost, žilavost na povišenim temperaturama i otpornost na zamor i koroziju. Ukupni sadržaj legirajućih elemenata obično je između 1% i 5%.
Najčešće susrećene vrste kovanja od legiranog čelika uključuju:
- 4140 (Cr-Mo čelik): Vlačna čvrstoća do 1000 MPa u kaljenom i otpuštenom stanju. Koristi se u prstenovima za bušenje nafte i plina, obrambenim komponentama i pogonskim osovinama automobila.
- 4340 (Ni-Cr-Mo čelik): Jedan od najjačih legiranih čelika u uobičajenoj uporabi, s vlačnom čvrstoćom većom od 1400 MPa koja se postiže toplinskom obradom. Nalazi se u stajnim trapovima zrakoplova, radilicama za teške uvjete rada i osovinama visokih performansi.
- 8620: Vrsta za kaljenje popularna za zupčanike i bregaste osovine gdje su istovremeno potrebni i čvrsta jezgra i tvrda površina.
- EN36 i EN24: Uobičajeno u UK/Europskim specifikacijama za teške inženjerske okovke kao što su osovine turbina i komponente nuklearnih postrojenja.
Prednost kovanja legiranog čelika nad ugljičnim čelikom je dubina prokaljivosti. Šipka od 4140 promjera 100 mm može se očvrsnuti do jednolike mikrostrukture, dok bi običan ugljični čelik istog promjera pokazao značajan pad tvrdoće od površine do jezgre.
Otkovci od nehrđajućeg čelika: Otpornost na koroziju pod mehaničkim opterećenjem
Otkovci od nehrđajućeg čelika sadrže najmanje 10,5% kroma po težini, koji tvori pasivni oksidni sloj otporan na oksidaciju i koroziju. Proces kovanja pročišćava zrnatu strukturu nehrđajućeg čelika na način koji se ne može ponoviti lijevanjem, proizvodeći komponente vrhunske čvrstoće na zamor i udarnu žilavost.
Glavne obitelji koje se koriste u kovanju nehrđajućeg čelika su:
| Obitelj | Uobičajene ocjene | Tipična vlačna čvrstoća | Ključna aplikacija |
|---|---|---|---|
| Austenitni | 304, 316, 321 | 515–690 MPa | Kemijska obrada, prehrambena oprema, pomorstvo |
| martenzitni | 410, 420, 44°C | 760–1900 MPa | Pribor za jelo, ventili, osovine pumpi, kirurški alati |
| Duplex | 2205, 2507 | 620–900 MPa | Nafta na moru, desalinizacija, tlačne posude |
| Precipitation Hardened | 17-4 PH, 15-5 PH | 930-1310 MPa | Zrakoplovni, nuklearni, visokoučinkoviti ventili |
Kovanje od nehrđajućeg čelika 316L posebno je dominantno u farmaceutskoj i prehrambenoj industriji jer nizak sadržaj ugljika smanjuje rizik od preosjetljivosti tijekom zavarivanja, a dodatak molibdena (2-3%) značajno poboljšava otpornost na piting u kloridnim okruženjima. Duplex stupanj 2205 nudi otprilike dvostruko veću granicu razvlačenja od 316L, na oko 450 MPa najmanje, što omogućuje dizajn tanjih stijenki i smanjenu težinu komponenti bez ugrožavanja vijeka trajanja.
Otkovci od alatnog čelika: Ekstremna tvrdoća za primjene oblikovanja i rezanja
Alatni čelici posebno su konstruirani da zadrže svoju tvrdoću i oblik pod ekstremnim mehaničkim naprezanjem, abrazijom i toplinom. Kada se proizvode kroz proces kovanja, alatni čelici razvijaju rafiniranu, ujednačenu zrnatu strukturu koja značajno nadživljava lijevane ili valjane alternative u zahtjevnim primjenama alata.
Otkovci od alatnog čelika grupirani su prema AISI klasifikacijskom sustavu:
- H-serija (alatni čelik za vruće radove): Klase kao što su H13 i H11 formulirane su da budu otporne na omekšavanje na temperaturama iznad 500°C. H13 je globalni standard za kalupe za tlačno lijevanje, alate za ekstruziju i same kalupe za vruće kovanje. Postiže 48–52 HRC nakon toplinske obrade uz zadržavanje odgovarajuće žilavosti da preživi ponovljene toplinske cikluse.
- D-serija (hladni rad, visok sadržaj kroma): D2 sadrži približno 12% kroma i 1,5% ugljika, što mu daje izuzetnu otpornost na habanje na sobnoj temperaturi. Koristi se za kalupe za izrezivanje, alate za oblikovanje i probijače gdje je točnost dimenzija kod vrlo velikih proizvodnih serija kritična.
- M-serija (brzorezni čelik): M2 i M42 zadržavaju oštricu na temperaturama na kojima bi alati od ugljičnog čelika izgubili svu tvrdoću. Kombinacija volframa, molibdena i kobalta daje M42 prednost vruće tvrdoće što ga čini nezamjenjivim u svrdlima, nareznicama, glodalima i rezačima.
- P-serija (kalutni čelik): Dizajniran za kalupe za brizganje plastike, P20 je jedan od najraširenijih kovanih čelika za kalupe. Obično se isporučuje u prethodno očvrsnutom stanju na 28–34 HRC, čime se eliminira potreba za toplinskom obradom nakon strojne obrade.
Kovanje alatnih čelika zahtijeva preciznu kontrolu temperature. H13, na primjer, mora se kovati između 1010°C i 1150°C i mora se polako hladiti nakon kovanja kako bi se izbjeglo pucanje. Neodgovarajuća praksa kovanja dovodi do zaostalog naprezanja i grubih karbidnih mreža koje dramatično smanjuju žilavost.
Otkovci od mikrolegiranog čelika: učinkovitost gotovo neto oblika bez toplinske obrade
Mikrolegirani čelici — koji se također nazivaju HSLA (High Strength Low Alloy) čelici u kontekstu kovanja — predstavljaju moderno inženjersko rješenje koje kombinira sposobnost oblikovanja ugljičnog čelika s razinama čvrstoće koje su prije zahtijevale legirani čelik i toplinsku obradu nakon kovanja. Ključni dodaci su vanadij (0,05–0,15%), niobij (0,02–0,05%) i titan, u vrlo malim količinama koje se talože kao fini karbidi i nitridi tijekom kontroliranog hlađenja.
Glavna komercijalna prednost je da otkovci od mikrolegiranog čelika mogu postići čvrstoću razvlačenja od 500-700 MPa bez kaljenja i popuštanja, što eliminira veliki trošak i vremenski korak u proizvodnom ciklusu. Proizvođači automobila široko su usvojili mikrolegirane vrste za klipnjače, koljenasta vratila i upravljačke zglobove upravo iz tog razloga.
Uobičajene kvalitete mikrolegiranog kovanja uključuju 38MnVS6, 46MnVS3 i SAE 1548V. Ove su kvalitete osmišljene tako da operacija kovanja i naknadno kontrolirano hlađenje zrakom postižu konačna mehanička svojstva u jednom toplinskom ciklusu, zamjenjujući dvije odvojene operacije u peći. U automobilskom kovanju velike količine, to znači uštedu energije do 30% po dijelu u usporedbi s rutama kaljenja i temperiranja.
Jedno ograničenje je da mikrolegirani čelici imaju uže procesne prozore od konvencionalnih legiranih čelika. Temperatura završnog kovanja mora se pažljivo kontrolirati — obično između 900°C i 1050°C — kako bi se osiguralo pravilno taložno otvrdnjavanje tijekom hlađenja. Svako odstupanje od ciljane mikrostrukture rezultira nepredvidivim mehaničkim svojstvima i mogućim odbacivanjem cijelih serija otkovka.
Čelični otkovci na bazi nikla i otporni na toplinu za ekstremna okruženja
Osim standardnih klasifikacija, postoji specijalizirana kategorija čeličnih otkovaka otpornih na toplinu i nikla za primjene gdje radne temperature premašuju one koje konvencionalni legirani čelici mogu tolerirati. To uključuje tipove otporne na puzanje za proizvodnju električne energije i diskove za zrakoplovne turbine, kao i maraging čelike za konstrukcijske primjene ultra-visoke čvrstoće.
Čelični otkovci otporni na puzanje
Vrste kao što su P91 (9Cr-1Mo-V) i P92 naširoko se koriste u kovanim parnim kolektorima, tijelima ventila i kućištima turbina u elektranama na ugljen i plin koje rade na temperaturama iznad 600°C. P91 otkovci dizajnirani su da se odupru puzanju — sporoj, vremenski ovisnoj deformaciji pod dugotrajnim opterećenjem na visokoj temperaturi — s minimalnim vijekom trajanja puzanja od 100 000 sati u radnim uvjetima. Njihov sadržaj kroma također pruža otpornost na oksidaciju koju obični ugljični čelik ne može mjeriti iznad 450°C.
Martenzitni čelici
Martenzitni čelici sadrže 18% nikla i vrlo malo ugljika, zbog čega imaju izuzetnu čvrstoću — moguće je postići granice razvlačenja od 1400 do preko 2400 MPa — od taloženja intermetalnih spojeva tijekom toplinske obrade starenjem. Komponente od kovanog maraging čelika koriste se u kućištima motora zrakoplovnih raketa, opremi za zaustavljanje zrakoplova i alatima ultra-visoke čvrstoće. Unatoč svojoj snazi, ostaju relativno čvrsti i mogu se strojno obraditi prije starenja dok su još uvijek u relativno mekom stanju.
Kako proces kovanja čelika utječe na svojstva materijala prema vrsti čelika
Sam proces kovanja - bilo da se radi o otvorenom kalupu, zatvorenom kalupu, prstenastom valjanju ili izotermnom kovanju - različito djeluje sa svakom vrstom čelika. Razumijevanje ovih interakcija pomaže objasniti zašto se odabir materijala i odabir procesa ne mogu odvojiti.
U zatvorenom kovanju čelika, velike sile deformacije primjenjuju se na ograničenu gredicu, proizvodeći dijelove gotovo neto oblika s kontinuiranim protokom zrna koji prati geometriju komponente. Ovaj protok zrna odgovoran je za prednost otpornosti na zamor i udar koju otkivci imaju u odnosu na strojno obrađene šipke ili odljevke. Klipnjača izrađena od šipke prekida protok zrna na svakoj strojno obrađenoj površini; kovana klipnjača održava neprekinuti kontinuitet zrna od kraja do kraja.
Raspon temperature kovanja značajno varira između vrsta čelika:
- Ugljični i niskolegirani čelici: obično 1100°C – 1250°C za vruće kovanje
- Nehrđajući čelici (austenitni): 1100°C – 1200°C, sa sporijim hlađenjem kako bi se izbjegla osjetljivost
- Alatni čelici: 1010°C – 1150°C uz obavezno sporo hlađenje u peći ili izolacijskom mediju
- Martenzitni čelici: 1100°C – 1200°C, stareni nakon kovanja na 480°C 3-6 sati
- Duplex nehrđajući: 1100°C – 1180°C, nakon čega slijedi kaljenje vodom za održavanje ravnoteže faza
Toplo kovanje — koje se izvodi između otprilike 650°C i 950°C — dobiva na snazi za srednje ugljične čelike i mikrolegirane vrste gdje su potrebne strože tolerancije dimenzija nego što se može postići vrućim kovanjem, bez velikih zahtjeva sile prešanja kod hladnog kovanja. Hladno kovanje čelika, obično rezervirano za niskougljične stupnjeve, postiže najbolju završnu obradu površine i dimenzijsku preciznost, ali zahtijeva znatno veće pritiske kovanja.
Odabir pravog stupnja kovanja čelika: praktični okvir
Odabir ispravne klase čelika za kovanje zahtijeva balansiranje nekoliko konkurentskih čimbenika. Niti jedna klasa ne optimizira sva svojstva istovremeno. Sljedeći okvir obuhvaća varijable odluke koje su najrelevantnije za industrijske primjene:
- Mehanički zahtjevi: Definirajte minimalnu granicu tečenja, tvrdoću, udarnu energiju (Charpyjeve vrijednosti) i vijek trajanja od zamora. Ovo odmah sužava kategoriju — ako trebate granicu razvlačenja od 1200 MPa, ugljični čelik je eliminiran; ako je 400 MPa dovoljno, legirani čelik je nepotreban trošak.
- Izloženost okoliša: Kloridna okruženja uklanjaju većinu ugljičnih i niskolegiranih čelika osim ako nisu presvučeni. Povišena radna temperatura isključuje ugljični čelik iznad približno 400°C i zahtijeva kvalitete otporne na puzanje koje sadrže krom.
- Veličina presjeka i kaljivost: Otkivci velikog poprečnog presjeka (iznad 100 mm promjera) u kritičnoj upotrebi trebaju vrste legiranog čelika s dovoljnom prokaljivošću kako bi se postigla ujednačena svojstva kroz presjek. Ugljični čelik će imati tvrdo kućište i meku jezgru u debelim dijelovima.
- Obradivost i daljnja obrada: Ako opsežna strojna obrada slijedi nakon kovanja, vrste s dodatkom sumpora za svojstva slobodne strojne obrade skraćuju vrijeme ciklusa, iako uz određenu žrtvu poprečne žilavosti.
- Volumen i cijena: Za vrlo velike količine proizvodnje, mikrolegirane vrste koje eliminiraju toplinsku obradu nakon kovanja nude značajno smanjenje troškova. Za specijalne dijelove male serije, trošak toplinske obrade je manji dio ukupne cijene dijela, tako da su legure visokih performansi izvedivije.
U praksi većina inženjera slijedi primjenjive kodekse dizajna kao što su ASME, EN 10250 ili ASTM A668 koji određuju dopuštene materijale za određene kategorije usluga. Ovi kodovi sužavaju izbor na kratki popis kvalificiranih klasa kovanja čelika koji su potvrđeni za relevantne uvjete rada kroz desetljeća iskustva na terenu i standardiziranog testiranja.
Upotreba stupnja kovanja čelika za specifičnu industriju
Različiti sektori konvergirali su prema preferiranim materijalima za kovanje čelika na temelju desetljeća podataka o učinkovitosti i regulatornih zahtjeva. Razumijevanje ovih industrijskih normi pruža praktično polazište za rad na specifikaciji.
Kovanje čelika za automobile
Automobilski sektor troši najveću količinu čeličnih otkovaka na globalnoj razini. Koljenasta vratila u osobnim automobilima uglavnom su kovana od srednje ugljičnog mikrolegiranog čelika (38MnVS6) ili 1045 čelika za kaljenje i popuštanje. Radilice teških kamiona koriste 4340 ili slične legirane čelike nikal-krom-molibden za njihovu vrhunsku izvedbu zamora pri većim specifičnim učincima. Klipnjače su se uvelike prebacile na konstrukcije s razdvojenim lomom koristeći C70S6 čelik s visokim udjelom ugljika, koji omogućuje lomljenje poklopca nakon kovanja i ponovno sastavljanje s izvanrednom preciznošću — eliminacija operacija strojne obrade i smanjenje troškova proizvodnje klipnjača za približno 15-20% u usporedbi s tradicionalnim mljevenjem i mljevenjem.
Čelični otkovci za naftu i plin
Kisela radna okruženja — gdje je prisutan sumporovodik — postavljaju posebno stroge zahtjeve za kovanje čelika. NACE MR0175/ISO 15156 upravlja odabirom materijala za kiselu upotrebu i ograničava tvrdoću na najviše 22 HRC za većinu ugljičnih i niskolegiranih čelika kako bi se spriječilo pucanje uslijed naprezanja sulfidom. F22 (2,25Cr-1Mo) i F5 (5Cr-0,5Mo) standardne su legure za kovanje tijela ventila i prirubnica u primjenama na ušću bušotine i cjevovoda pri visokim temperaturama i visokim tlakovima.
Zrakoplovni čelični otkovci
Dijelovi stajnog trapa spadaju među konstrukcijski najzahtjevnije izrađene čelične otkivke. Čelik 300M (modificirani 4340 s dodatkom silicija i vanadija) je dominantan materijal za stajni trap, koji postiže vlačnu čvrstoću od 1930 MPa ili više. AerMet 100 i drugi čelici ultra-visoke čvrstoće povećavaju vlačnu čvrstoću iznad 1965 MPa dok poboljšavaju otpornost na lom u usporedbi s ranijim klasama visoke čvrstoće. Svaki zrakoplovni kovanje podliježe 100% ultrazvučnom testiranju i često inspekciji magnetskim česticama, uz potrebnu sljedivost do topline taljenja i serije otkova.
Proizvodnja električne energije i nuklearni otkovci
Veliki otkovci rotora turbina teže između 5 i 200 tona i proizvode se od niskolegiranih čelika kao što su 26NiCrMoV11-5 ili 30CrMoNiV5-11. Ovi otkovci zahtijevaju strogo kontrolirane razine sumpora i fosfora (obično ispod 0,005% svaki) kako bi se osigurala visoka udarna žilavost na radnoj temperaturi turbine. Otkovci za tlačne posude nuklearnih reaktora koriste A508 stupanj 3 (ekvivalent 20MnMoNi4-5 u europskim standardima), stupanj s dugom poviješću regulatorne validacije i opsežnom dokumentacijom o Charpyju i žilavosti loma koju zahtijevaju kodovi nuklearne sigurnosti.
Standardi kvalitete i ispitivanje čeličnih otkovaka
Bez obzira na stupanj kovanja čelika, osiguranje kvalitete slijedi dosljedan obrazac koji je reguliran međunarodnim standardima. Najčešće spominjani standardi za čelične otkivke uključuju ASTM A668 (općeniti otkivci od legiranog čelika), ASTM A182 (prirubnice i spojnice od legiranog čelika), EN 10250 (čelični otkivci s otvorenim kalupom za opće inženjerstvo) i API 6A (oprema za ušće bušotine i božićno drvce).
Standardne provjere kvalitete za komponente od kovanog čelika uključuju:
- Mehanička ispitivanja: Vlačna čvrstoća, rastezanje, istezanje, smanjenje površine i udar po Charpyju (na određenim temperaturama do -196°C u nekim kriogenim primjenama)
- Provjera tvrdoće: Tvrdoća po Brinellu (HBW) provjerava se na reprezentativnim poprečnim presjecima, a ponekad i na prijelazu tvrdoće kako bi se potvrdilo prolazno otvrdnuće
- Ultrazvučno ispitivanje (UT): 100% volumetrijska inspekcija za nedostatke ispod površine, s kriterijima prihvatljivosti koji se odnose na ekvivalentne veličine rupa s ravnim dnom obično u rasponu od FBH 2 mm do FBH 6 mm, ovisno o specifikaciji
- Provjera kemijskog sastava: Analiza lonca i proizvoda za potvrdu usklađenosti s razredima, često sa strožim ograničenjima za preostale elemente nego što to zahtijeva osnovni standard
- Makro i mikro pregled: Jetkanje poprečnog presjeka za otkrivanje protoka zrna, segregacije i unutarnje čvrstoće; metalografsko ispitivanje za potvrdu veličine zrna i mikrostrukture
Otkovci koji ne prođu ultrazvučno ispitivanje nakon toplinske obrade moraju se odbaciti ili ponovno obraditi — nema mogućnosti popravka za unutarnje nedostatke u čvrstom otkovku. Zbog toga su odabir čistih čeličnih gredica otplinjenih vakuumom i pažljiva kontrola procesa tijekom kovanja ključni za postizanje prihvatljivih prinosa, osobito u velikim otkivcima od legiranog čelika za energetske i obrambene primjene.