Što je kovanje čelika i kako taj proces funkcionira
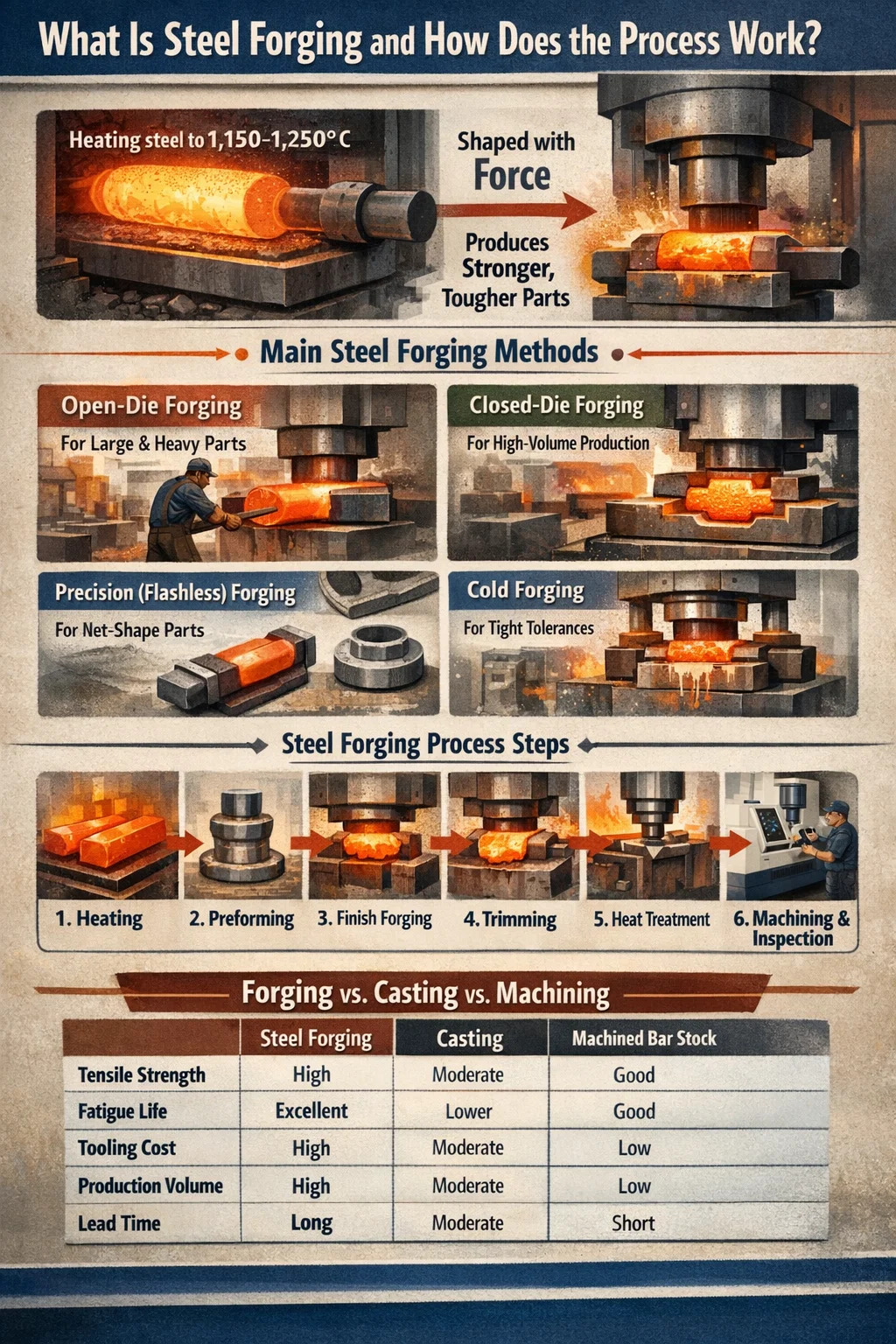
Kovanje čelika je proizvodni proces u kojem se čvrste čelične gredice ili šipke oblikuju pod utjecajem sile pritiska — korištenjem čekića, preša ili matrica — za proizvodnju dijelova s vrhunskim mehaničkim svojstvima u usporedbi s lijevanim ili strojno obrađenim alternativama. Rezultat je zrnata struktura koja slijedi obrise dijela, pružajući vlačnu čvrstoću obično 20-40% veću od ekvivalentnih komponenti od lijevanog čelika. Ako su vam potrebni dijelovi koji podnose zamor, udar ili ciklička opterećenja - klipnjače, radilice, prirubnice, zupčanici - kovanje je obično najpouzdaniji put do cilja.
U svojoj srži, proces uključuje zagrijavanje čelika do određenog temperaturnog raspona (obično između 1100°C i 1250°C za ugljične i legirane čelike), zatim primjenu sile za plastičnu deformaciju materijala u željeni oblik. Povišena temperatura smanjuje stres tečenja i poboljšava duktilnost, čineći metal lakšim za oblikovanje bez pucanja. Nakon hlađenja, kovani dio prolazi naknadnu toplinsku obradu, strojnu obradu i inspekciju prije otpreme.
Kovanje čelika nije samo jedna tehnika. Grana se u nekoliko različitih metoda, od kojih svaka odgovara različitim geometrijama, volumenima i zahtjevima tolerancije. Razumijevanje načina na koji svaka metoda funkcionira - i gdje ne uspijeva - početna je točka za svakog inženjera ili kupca koji pokušava napraviti pravu odluku o projektu kovanja.
Glavne metode kovanja čelika i kada ih koristiti
Svaka metoda kovanja čelika proizvodi dijelove s različitim tolerancijama dimenzija, površinskim uvjetima i troškovima alata. Neispravan odabir povećava troškove, produljuje vrijeme isporuke ili rezultira dijelovima koji trebaju pretjeranu sekundarnu strojnu obradu.
Otvoreno kovanje
Otvoreno kovanje (koje se naziva i slobodno kovanje ili kovačko kovanje) koristi ravne ili jednostavne kalupe koji ne obuhvaćaju u potpunosti obradak. Čelikom se manipulira između matrica kroz niz kompresija, rastezanja i rotacija. Ovo je metoda koja se koristi za velike osovine, cilindre, prstenove i poluge — dijelove koji mogu težiti od nekoliko kilograma do više od 200 tona.
Kovanje s otvorenim kalupom je izbor kada veličina dijela premašuje kapacitet zatvorenih kalupa ili kada su proizvodne količine premale da bi opravdale skupi alat. Tolerancije dimenzija su veće (obično ±3–6 mm), pa se nakon toga očekuje značajna strojna obrada. Klase čelika poput nehrđajućeg čelika 4140, 4340 i 316 rutinski se obrađuju na ovaj način za industriju nafte i plina, proizvodnju električne energije i teške opreme.
Zatvoreno kovanje (kovanje utiskom)
Zatvoreni kalup za kovanje koristi usklađeni set kalupa sa šupljinom obrađenom do približnog oblika gotovog dijela. Zagrijana gredica se postavlja između matrica i primjenjuje se sila sve dok čelik potpuno ne ispuni šupljinu, a višak materijala istječe kao bljesak oko linije razdvajanja. Bljeskalica se kasnije isključuje.
Ova metoda proizvodi uže tolerancije (obično ±0,5–1,5 mm ovisno o složenosti i veličini dijela), bolju završnu obradu površine i dosljedniju geometriju od rada s otvorenim kalupom. Troškovi alata su visoki - kompletan set matrica za dio srednje složenosti može koštati 15.000 - 80.000 USD ili više - tako da kovanje u zatvorenom kalupu ima ekonomskog smisla prvenstveno za srednje do velike količine proizvodnje. Automobilske klipnjače, glavčine kotača i tijela ventila klasične su primjene.
Kovanje bez fleka (precizno).
Kovanje bez bljeska eliminira bljesak preciznim kontroliranjem volumena gredice i geometrije matrice tako da materijal ispunjava šupljinu bez prelijevanja. Rezultat je dio mrežastog ili gotovo neto oblika koji zahtijeva minimalnu strojnu obradu nakon kovanja. Moguća su odstupanja od ±0,1–0,3 mm.
Ovaj proces zahtijeva preciznu pripremu trupaca i veće ulaganje alata, ali ušteda materijala od 10–20% u usporedbi s konvencionalnim kovanjem u zatvorenom kalupu čini ga atraktivnim za proizvodnju velikih količina složenih dijelova kao što su zupčanici, konusni zupčanici i komponente ovjesa.
Kovanje valjaka
Kovanje valjaka propušta zagrijanu čeličnu šipku između dva valjka s oblikovanim utorima, smanjujući njezin presjek i istovremeno ga izdužujući. Obično se koristi kao korak predoblikovanja prije kovanja u zatvorenom kalupu, ali se također koristi kao završni postupak za konusne osovine, lisnate opruge i komponente tračnica. Kontinuirana priroda procesa čini ga vrlo učinkovitim za izdužene dijelove.
Uznemireno kovanje
Iskrivljeno kovanje povećava površinu poprečnog presjeka čelične šipke ili šipke kompresijom duž njezine osi, skraćivanjem duljine i povećanjem promjera u određenoj zoni. Vijci, klinovi, ventili i osovine s prirubnicama proizvode se na ovaj način. Brzi strojevi za iskrivljeno kovanje mogu proizvesti tisuće dijelova na sat, što ovo čini jednom od najproduktivnijih metoda kovanja za pričvršćivače i sličan hardver.
Hladno kovanje
Za razliku od gore navedenih metoda, hladno kovanje se izvodi na ili blizu sobne temperature. Čelik se tijekom procesa stvrdnjava, što zapravo povećava površinsku tvrdoću i snagu. Tolerancije su iznimno niske (±0,05–0,1 mm), a završna obrada površine je izvrsna, često eliminirajući potrebu za bilo kakvim struganjem ili brušenjem. Kompromis su potrebne veće sile prešanja i ograničenja na geometriju dijela i vrstu čelika. Za hladno kovanje najprikladniji su niskougljični i srednje ugljični čelici.
Korak po korak: Kako se kovanje čelika izvodi u praksi
Poznavanje koraka procesa važno je da li dizajnirate dio za kovljivost ili reviziju proizvodnog pogona dobavljača. Evo kako standardni slijed kovanja čelika u zatvorenom kalupu teče od sirovog materijala do gotovog dijela.
- Odabir materijala i priprema trupaca: Odgovarajuća klasa čelika odabire se na temelju zahtjeva mehaničkih svojstava gotovog dijela. Uobičajeni stupnjevi uključuju 1045 (srednje ugljik, općenito industrijski), 4140 (krom-molibden, visoke čvrstoće), 4340 (nikal-krom-molibden, zrakoplovstvo) i 17-4 PH nehrđajući (otporan na koroziju, visoke čvrstoće). Šipka ili trupac se reže na izračunati volumen — malo veće veličine kako bi se uračunao gubitak kamenca i kamenca.
- Grijanje: Gredice se ubacuju u plinsku ili indukcijsku peć i dovode do ciljane temperature kovanja. Za većinu ugljičnih i legiranih čelika to je 1150–1250°C. Ujednačenost temperature po poprečnom presjeku gredice je kritična — temperaturni gradijent veći od 50°C može rezultirati pucanjem ili nepotpunim punjenjem kalupa. Indukcijsko grijanje je poželjno za čvrstu kontrolu temperature i smanjeno stvaranje kamenca.
- Uklanjanje kamenca: Vrući čelik razvija sloj oksidnog kamenca tijekom zagrijavanja. Prije kovanja, ovaj kamenac se uklanja mlazom vode pod visokim pritiskom (obično 100-200 bara) ili prvim laganim udarcem u matricu, koji razbija kamenac i sprječava njegovo utiskivanje u površinu dijela, uzrokujući površinske defekte.
- Preformiranje (ako je potrebno): Složeni dijelovi često zahtijevaju jedan ili više koraka predoblikovanja za preraspodjelu metalne mase bliže konačnom obliku prije otiska završne matrice. Ovo smanjuje trošenje matrice i poboljšava protok metala u završnom puhanju. Predoblikovanje se vrši u odvojenim šupljinama kalupa na istoj preši ili čekiću.
- Završno kovanje: Prethodno oblikovana gredica se prenosi u šupljinu završne matrice i udara — bilo čekićem (gravitacijski ili parni čekić koji daje ponovljene udarce) ili prešom (mehanička ili hidraulička preša koja daje kontrolirani pojedinačni udar). Čelik u potpunosti ispunjava šupljinu, a bljesak se ekstrudira oko linije razdvajanja.
- Obrezivanje bljeskalicom: Dok je još vruć (ili nakon hlađenja, za preše za obrezivanje), otkivak se stavlja u matricu za obrezivanje, a bljesak se izbija u jednom potezu. Za precizne dijelove, obrezani otkivak može se ponovno strusiti u matrici za dimenzioniranje dok je još topao kako bi se ispravila povratna opruga i poboljšala točnost dimenzija.
- Toplinska obrada: Ovisno o vrsti čelika i zahtjevima za konačnim mehaničkim svojstvima, kovani dijelovi podvrgavaju se normalizaciji, žarenju, kaljenju i popuštanju ili obradi otopinom i starenju. Kaljenje i popuštanje čelika 4140, na primjer, može povećati vlačnu čvrstoću sa 655 MPa (normalizirano) na više od 1000 MPa.
- Strojna obrada: Čak i otkovci gotovo neto oblika obično zahtijevaju CNC tokarenje, glodanje, bušenje i brušenje kako bi se postigle konačne tolerancije dimenzija, završna obrada površine i značajke (navoji, provrti, utori) koji se ne mogu izravno kovati.
- Inspekcija i testiranje: Gotovi otkovci se provjeravaju dimenzionalno (CMM ili ručno mjerenje), vizualno (površinske pukotine, preklopi, šavovi), a često i ispitivanjem bez razaranja — pregledom magnetskih čestica (MPI) za površinske nedostatke, ultrazvučnim ispitivanjem (UT) za unutarnje šupljine. Mehaničko ispitivanje na kuponima za uzorke provjerava tvrdoću, vlačnu čvrstoću, udarnu žilavost i učinak na zamor.
Vrste čelika koje se obično koriste u kovanju i njihova svojstva
Izbor materijala neodvojiv je od procesa kovanja. Vrsta čelika određuje temperaturni raspon kovanja, životni vijek kalupa, potreban kapacitet preše, toplinsku obradu nakon kovanja i na kraju performanse gotovog dijela.
| Vrsta čelika | Raspon temperature kovanja | Vlačna čvrstoća (Q&T) | Ključne aplikacije |
|---|---|---|---|
| AISI 1045 | 1150–1230°C | ~570–700 MPa | Vratila, zupčanici, spojke |
| AISI 4140 | 1100–1230°C | ~900–1100 MPa | Prirubnice, prstenovi za bušenje, osovine |
| AISI 4340 | 1100–1200°C | ~1.000–1.500 MPa | Stajni trap, radilice, zrakoplovstvo |
| Nehrđajući AISI 316 | 1,149-1,260°C | ~515–690 MPa | Ventili, armatura, brodska oprema |
| F51 Duplex SS | 1050–1150°C | ~620–880 MPa | Podmorske komponente, kemijska tvornica |
| 17-4 PH Nehrđajući | 1040–1150°C | ~930–1310 MPa | Zrakoplovna, medicinska, osovine pumpi |
Jedna praktična napomena o kovanju od nehrđajućeg čelika: austenitni stupnjevi kao što je 316 imaju veće naprezanje tečenja od ugljičnih čelika, što znači da preša treba više kapaciteta za istu veličinu dijela. Oni su također skloniji otvrdnjavanju naprezanjem, što može uzrokovati pucanje ako ponovno zagrijavanje između prolaza nije ispravno obavljeno. Duplex tipovi su još osjetljiviji na temperaturu — rad izvan uskog prozora kovanja može destabilizirati ravnotežu ferit-austenit i smanjiti otpornost na koroziju.
Ključna pravila dizajna za kovane čelične dijelove
Dijelovi dizajnirani bez razmišljanja o kovanju često na kraju koštaju znatno više za proizvodnju ili ne iskoriste strukturne prednosti procesa. Primjenom ovih načela dizajna od samog početka izbjegavaju se kasniji skupi redizajni.
Kutovi nacrta
Sve okomite površine u kovanju sa zatvorenom matricom trebaju pod kutom kako bi se dio mogao izbaciti iz matrice. Standardni nacrt za čelične otkivke je 5–7° na vanjskim površinama i 7–10° na unutarnjim površinama . Značajke nultog ili negativnog gaza zahtijevaju složeniji alat s klinovima za izbacivanje ili rascjepnim matricama, što značajno povećava troškove.
Zaobljeni i kutni radijusi
Oštri unutarnji kutovi stvaraju koncentraciju naprezanja u matrici kao iu gotovom dijelu. Minimalni unutarnji radijus zaobljenja od 3 mm je praktična polazna točka, s 6 mm ili većim poželjnim u jako opterećenim zonama. Polumjeri vanjskih kutova trebaju biti najmanje 1,5 mm. Dijelovi s ispravnim zaobljenjima pokazuju poboljšanja izdržljivosti do 3x u usporedbi s onima s oštrim prijelazima.
Postavljanje linije razdvajanja
Linija razdvajanja je mjesto gdje se susreću dvije polovice matrice. Treba ga postaviti na najveći poprečni presjek dijela kako bi se smanjila dubina matrice i bljesak. Ravna, ravna linija razdvajanja je najjednostavnija i najjeftinija opcija. Zakrivljene ili kutne linije razdvajanja dodaju složenost alata, ali mogu biti potrebne za određene geometrije.
Varijacija debljine presjeka
Velike varijacije u debljini poprečnog presjeka unutar istog dijela stvaraju neravnomjeran protok metala tijekom kovanja. Tanki se dijelovi pune brže i brže se hlade od debelih, što dovodi do nedovoljnog punjenja ili pucanja. Kao pravilo, omjer maksimalne i minimalne debljine stjenke u čeličnom otkovku ne bi smio premašiti 4:1 bez pažljivog dizajna predforme za prethodnu raspodjelu materijala.
Orijentacija toka zrna
Jedna od najznačajnijih prednosti kovanja čelika nad lijevanjem ili strojnom obradom šipki je mogućnost usklađivanja protoka zrna s najvećim smjerom naprezanja tijekom rada. Klipnjača kovana s uzdužnim strujanjem zrna duž osi šipke ima daleko bolju otpornost na zamor od one izrađene od šipke, gdje zrna prolaze poprečno preko kritičnih presjeka. Dizajnirajte dio tako da se primarna os opterećenja poravna s glavnim smjerom kovanja.
Kovanje čelika naspram lijevanja naspram strojne obrade iz šipke
Inženjeri se često suočavaju s izborom između kovanja, lijevanja i strojne obrade pri odabiru proizvodne rute za konstrukcijske čelične dijelove. Svaka metoda ima različit učinak i troškovni profil.
| Kriterij | Kovanje čelika | Casting | Strojno obrađena šipka |
|---|---|---|---|
| Vlačna čvrstoća | Visoko (pročišćeno od žitarica) | Umjeren (rizik od poroznosti) | Dobar (ovisi o ocjeni) |
| Život umora | Izvrsno | Donji (unutarnji nedostaci) | Dobro ako je zrno poravnato |
| Geometrijska složenost | Umjereno | visoko | visoko (CNC) |
| Trošak alata | visoko (dies) | Umjereno (patterns/molds) | Niska do nikakva |
| Jedinični trošak pri velikoj količini | Niska | Niska to moderate | visoko (material waste) |
| Unutarnji nedostaci | Minimalno (praznine zatvorene) | Moguće (skupljanje, poroznost) | Ovisi o kvaliteti šipke |
| Vrijeme isporuke (prototip) | Dugo (proizvodnja kalupa) | Umjereno | Kratko |
Odluka se obično svodi na tri čimbenika: godišnji obujam proizvodnje, zahtijevanu mehaničku izvedbu i složenost dijelova. Za dijelove sa složenim unutarnjim prolazima ili udubljenjima, lijevanje često pobjeđuje samo na geometriji. Za konstrukcijske dijelove velikog volumena u automobilskoj industriji, zrakoplovstvu ili nafti i plinu, kovanje gotovo uvijek pobjeđuje na performansama i troškovima životnog ciklusa. Strojna obrada od šipke ima najviše smisla za prototipove, vrlo male serije ili dijelove koji su jednostavno premali za ekonomično kovanje.
Uobičajeni nedostaci kod kovanja čelika i kako ih spriječiti
Čak i uz točne procesne parametre, čelični otkovci mogu razviti nedostatke koji ugrožavaju strukturni integritet. Znajući što uzrokuje svaki kvar i kako ga rano uhvatiti sprječavaju se skupi kvarovi na terenu.
Preklopi i nabori
Preklopi nastaju kada se površinska naboranost ili prevjes presavije i ukuje u površinu dijela bez lijepljenja. Pojavljuju se kao linearni površinski defekti, koji obično idu paralelno s linijom razdvajanja. Glavni uzrok je obično neispravan oblik predforme, prekomjerno bljeskanje ili loša raspodjela protoka metala u kalupu. Inspekcija magnetskim česticama pouzdano otkriva preklope na površini. Prevencija zahtijeva pravilan dizajn predsklopa i optimizaciju šupljine matrice.
Underfill
Underfill znači da šupljina matrice nije bila potpuno ispunjena čelikom tijekom kovanja, ostavljajući plitka udubljenja na površini dijela. Uzroci uključuju nedovoljnu težinu gredice, prenisku temperaturu kovanja, prekomjerno isparavanje koje ispušta materijal prije nego što se šupljina ispuni ili neadekvatan kapacitet preše. Dimenzijska inspekcija će u većini slučajeva uhvatiti nedovoljno punjenje, ali bolje ga je uhvatiti u prvoj proizvodnoj vožnji s odvajanjem uzorka.
Pucanje
Površinske pukotine nastaju kada se čelik kuje na preniskoj temperaturi (ispod raspona prijelaza iz duktilnog u lomljivo), kada je brzina deformacije previsoka ili kada čelik ima prekomjerni sadržaj sumpora ili fosfora koji potiče vruću kratkoću. Unutarnje pukotine (defekti pucanja) nastaju kada se tijekom kovanja u jezgri razviju vlačna naprezanja, često u teškim presjecima. Održavanje temperature kovanja iznad 1050°C za većinu legiranih čelika i izbjegavanje prekomjerne redukcije po prolazu sprječava većinu nedostataka pucanja.
Dekarburizacija
Produljena izloženost zraku na visokim temperaturama uzrokuje difuziju ugljika iz površinskog sloja čelika, stvarajući meku zonu s niskim udjelom ugljika koja smanjuje tvrdoću i otpornost na zamor. Dubina dekarburizacije od 0,3–0,8 mm nije neuobičajena kod dijelova koji se zagrijavaju u pećima s otvorenim plamenom. Korištenje peći s kontroliranom atmosferom ili indukcijskog grijanja značajno smanjuje dekarburizaciju, a strojno skidanje zahvaćenog sloja standardna je sanacija kada do nje dođe.
Die Shift
Pomak matrice događa se kada su gornja i donja polovica matrice pogrešno poravnate tijekom kovanja, stvarajući dio koji je pomaknut na liniji razdvajanja. Čak i pomak od 0,5 mm može uzrokovati da dio ne prođe pregled dimenzija. Redovite provjere poravnanja matrice i pravilno održavanje ključa za lociranje sprječavaju ovaj nedostatak u proizvodnji.
Industrije koje se oslanjaju na kovanje čelika i zašto
Potražnja za čeličnim kovanjem potaknuta je industrijama u kojima kvar konstrukcije nije opcija. Razumijevanje gdje i zašto je specificirano kovanje pomaže kupcima da opravdaju ulaganje u alate i pomaže inženjerima da argumentiraju kovanje u odnosu na konkurentske procese.
- Automobili: Klipnjače, koljenasta vratila, zglobovi upravljača, glavčine kotača, bregaste osovine i prijenosni zupčanici gotovo su univerzalno kovani. Tipičan osobni automobil sadrži 35-45 kg kovanih čeličnih dijelova. Otpornost kovanog čelika na zamor i udar razlog je zašto se ove sigurnosno kritične komponente ne lijevaju.
- Nafta i plin: Svrdla, obujmice za bušenje, komponente BOP-a, tijela ventila, prirubnice (ANSI/ASME B16.5) i podvodni konektori zahtijevaju kovanje kako bi izdržali ekstremne pritiske u bušotini (do 15 000 psi radni tlak u nekim primjenama) i korozivna okruženja. ASME/ANSI i API standardi nalažu kovanje za mnoge od ovih komponenti.
- Aerospace: Nosači stajnog trapa, priključci za pričvršćivanje krila, nosači motora i diskovi turbine kovani su od legiranih čelika visoke čvrstoće i superlegura. Strogi zahtjevi zrakoplovne industrije za sljedivost, certificirana izvješća o ispitivanju materijala i ispitivanje bez razaranja čine kovanje zadanim izborom za strukturne komponente zrakoplova.
- Proizvodnja električne energije: Rotori parnih turbina, osovine generatora i glave tlačnih posuda u nuklearnim i konvencionalnim elektranama među najvećim su proizvedenim otkovcima — pojedinačni otkovci s otvorenim kalupom mogu težiti 150–300 tona. Cjelovitost materijala potrebna za komponente koje rade pod kombiniranim toplinskim i mehaničkim opterećenjem 30-60 godina moguće je postići samo kontroliranim kovanjem i toplinskom obradom.
- Rudarska i građevinska oprema: Karike gusjenice buldožera, klinovi kašike bagera, čekići za drobljenje kamenja i bušaće šipke izloženi su jakom udaru i abrazivnom trošenju. Otkovci od čelika s visokim udjelom mangana i niskolegiranog čelika otporni su na deformacije i lomove pod ovim uvjetima daleko bolje od lijevanih alternativa.
- Obrana: Topnički projektili, penetratori za probijanje oklopa, komponente gusjenica tenkova i topovske cijevi kovani su kako bi zadovoljili vojne specifikacije koje zahtijevaju specifičnu tvrdoću, žilavost i konzistentnost dimenzija koje se ne mogu postići drugim procesima.
Standardi kvalitete i certifikati za čelične otkivke
Kupnja čeličnih otkovaka bez upućivanja na važeće standarde ostavlja kupce izloženima varijabilnosti kvalitete i nesukladnim dijelovima. Vrijedi znati glavne standarde koji reguliraju kvalitetu kovanja čelika prije pisanja narudžbenice.
- ASTM A668 / A668M: Standardna specifikacija za otkivke od ugljičnog i legiranog čelika za opću industrijsku uporabu. Pokriva osam klasa sa zahtjevima mehaničkih svojstava od vlačne čvrstoće od 485 MPa (klasa D) do 830 MPa (klasa L).
- ASTM A182: Pokriva prirubnice cijevi od kovanih ili valjanih legura i nehrđajućeg čelika, kovane spojeve i ventile za rad na visokim temperaturama. Često se spominje u specifikacijama za preradu nafte i plina i kemikalija.
- ASTM A105: Standard za otkivke od ugljičnog čelika za primjenu u cjevovodima na sobnoj i višim temperaturama. Ovo je jedna od najčešće pozivanih specifikacija za prirubnice i priključke u industrijskim cjevovodnim sustavima.
- API 6A / 6D: Standardi Američkog instituta za naftu za opremu za ušće bušotine i božićno drvce (6A) i ventile cjevovoda (6D). Ove norme definiraju klase materijala, zahtjeve za ispitivanje i dokumentaciju o sljedivosti za kovane komponente koje se koriste u uslugama ugljikovodika.
- AMS (Specifikacije materijala za zrakoplovstvo): SAE AMS standardi kao što je AMS 2750 (pirometrija za toplinsku obradu) i AMS stupnjevi specifični za materijal (npr. AMS 6414 za čelik 4340) upravljaju zrakoplovnim otkovcima. Usklađenost zahtijeva dokumentiranu kalibraciju peći, certificirana izvješća o ispitivanju materijala i prvu inspekciju proizvoda.
- ISO 9001 / IATF 16949: Certifikati sustava upravljanja kvalitetom za opće industrijske (ISO 9001) i automobilske (IATF 16949) dobavljače otkovaka. Ove potvrde pokazuju da dobavljač upravlja dokumentiranim sustavom kvalitete, ali same po sebi ne jamče usklađenost proizvoda s određenim mehaničkim specifikacijama.
Uvijek zahtijevajte izvješća o ispitivanju materijala (MTR), izvješća o inspekciji dimenzija i izvješća o NDE sa svakom pošiljkom kovanja. Za kritične primjene, ispitivanje svjedoka u kovačnici standardna je praksa u zrakoplovnoj i nuklearnoj nabavi.
Često postavljana pitanja o kovanju čelika
Koja je minimalna količina za narudžbu čeličnih otkovaka zatvorenog tipa?
Većina zatvorenih kovačnica postavlja minimalnu količinu narudžbe (MOQ) od 100-500 komada za nove projekte alata, iako to ovisi o veličini i složenosti dijela. Za male, jednostavne dijelove, neke će trgovine razmotriti probne vožnje od 50 komada. Visoki troškovi alata glavno su ograničenje — trošak kalupa podijeljen na manji broj dijelova značajno povećava trošak po jedinici. Otkovci s otvorenim kalupom nemaju praktičan minimalni MOQ budući da nije potreban prilagođeni alat.
Koliko je vremena potrebno za izradu čeličnih otkovaka?
Za zatvorene matrične otkovke s novim alatima, rokovi isporuke obično traju 10-16 tjedana: 4-6 tjedana za dizajn i proizvodnju matrica, 1-2 tjedna za probe kovanja prvog artikla i 2-4 tjedna za toplinsku obradu i strojnu obradu proizvodnih dijelova. Otvoreno kovanje za velike dijelove može potrajati 8-20 tjedana, ovisno o kapacitetu kovačnice i dostupnosti čeličnih trupaca. Ponovne narudžbe iz postojećih matrica obično su 4–8 tjedana.
Može li se nehrđajući čelik kovati istom opremom kao i ugljični čelik?
Da, koriste se isti čekići i preše, ali nehrđajući čelik - osobito austenitni stupnjevi - zahtijeva veće sile kovanja od ugljičnog čelika na ekvivalentnim temperaturama zbog većeg naprezanja tečenja. Prešu koja je ocijenjena za određenu veličinu dijela od ugljičnog čelika možda će trebati smanjiti ili dio podijeliti na manje operacije pri prelasku na nehrđajući. Životni vijek matrice također je tipično kraći kod kovanja nehrđajućeg čelika zbog viših pritisaka na sučelju i kamenca abrazivnog oksida.
Razlikuje li se toplo kovanje od vrućeg kovanja?
Da. Toplo kovanje se izvodi u temperaturnom rasponu između hladnog i vrućeg kovanja — tipično 650–950°C za čelik. Na ovim temperaturama, stres tečenja je niži nego na sobnoj temperaturi (čime je oblikovanje lakše), ali čelik ne stvara teške oksidne naslage koje se vide kod vrućeg kovanja. Rezultat je bolja obrada površine i strože tolerancije od vrućeg kovanja, s nižim silama prešanja od hladnog kovanja. Toplo kovanje se koristi za dijelove srednje složenosti gdje je važna kvaliteta površine, ali bi sile hladnog kovanja bile nepraktično velike.
Kako mogu točno odrediti kovanje na crtežu?
Potpuna specifikacija kovanja na crtežu treba sadržavati: razred čelika (oznaka ASTM, AISI ili AMS), uvjete toplinske obrade i potrebnu tvrdoću ili vlačnu čvrstoću/napon tečenja, zahtjeve za kutom zaokreta, minimalne radijuse ugla i kuta, završnu obradu (vrijednost Ra) za kovane površine, dopušteno produljenje plamena na liniji odvajanja, potrebne metode NDE (MPI, UT) i kriterije prihvatljivosti te primjenjive zahtjeve izvješća o ispitivanju materijala. Upućivanje na primjenjivi standard ASTM (npr. ASTM A668, klasa F) jasno povezuje sve zahtjeve materijala i ispitivanja.